



<h2 class="wp-block-heading">Definición de desperdicio</h2>



<p>Los 7 tipos de desperdicios (o <em>muda</em>, del japonés) fueron identificados y definidos por Taiichi Ono, el responsable de establecer el <a href="https://leankaizen.net/lean-manufacturing-definicion-e-historia/">sistema de producción de Toyota o TPS</a>, cuando realizaba <em>Gemba</em> (traducción del japonés, observación a pie de línea) donde observaba y experimentaba mediante observación, ensayo y error.</p>



<p><strong>Desperdicio </strong>(“<em><strong>Waste</strong></em>” en Inglés y “<em><strong>Muda</strong></em>” en Japonés) es toda actividad que no aporta valor al producto o servicio pero que consume recursos.</p>



<h2 class="wp-block-heading">Definición de <a href="https://leankaizen.net/lean-manufacturing/">valor</a></h2>



<p>El valor del producto, sus atributos y características son determinados por el consumidor, el cliente final. Es toda característica por la cual el cliente está dispuesto a pagar dinero.</p>



<figure class="wp-block-image size-large"><img src="https://leankaizen.net/wp-content/uploads/2022/06/Desperdicios-01-valor-1024x576.jpg" alt="los 7 desperdicios de una empresa" class="wp-image-124"/></figure>



<p>El proceso productivo debe incorporar, en lo posible, solo las actividades que confieren valor al producto. Valor es un concepto de percepción de un producto o servicio.</p>



<div class="wp-block-buttons is-content-justification-center is-layout-flex wp-container-core-buttons-is-layout-16018d1d wp-block-buttons-is-layout-flex">
<div class="wp-block-button"><a class="wp-block-button__link has-black-background-color has-background wp-element-button" href="https://leankaizen.net/tienda/">Resumen ejecutivo de libros Lean</a></div>
</div>



<h2 class="wp-block-heading">Las 3M de Toyota</h2>



<p><strong>En Toyota definieron las 3 barreras que se interponen para crear Valor</strong>, 3 variables a controlas para reducir la variabilidad del proceso como fuente principal de ineficiencia. Lo denominaron <strong>las 3M de Toyota</strong>: <strong>Muda, Mura, Muri.</strong></p>



<ul class="wp-block-list">
<li><strong>“Muda” </strong>significa <strong>desperdicio</strong>. Todo aquello que consume recursos y no aporta valor para el cliente y los procesos. Típicamente se habla de los 7 desperdicios de Toyota que son: sobreproducción, inventario, esperas, transporte, movimientos, sobreprocesos y reprocesos.</li>



<li><strong>“Mura” </strong>significa <strong>variabilidad</strong>. Todo aquello produce irregularidades, incumplimientos o interrupciones en los procesos por falta de estandarización. Provoca desequilibrios en el sistema de trabajo. La variación como generación del desperdicio o como fuente para identificar oportunidades de mejora.</li>



<li><strong>“Muri” </strong>significa <strong>sobrecarga</strong> (tanto para personas como maquinaria) y consiste en trabajar a un ritmo por encima de la capacidad del sistema, provocando ineficiencias por cansancio del personal, deterioros de máquinas o equipos, cuellos de botella y tiempos muertos en el proceso. Surge principalmente a causa de una mala planificación o de la inflexibilidad de los procesos.</li>
</ul>



<figure class="wp-block-image size-large"><img src="https://leankaizen.net/wp-content/uploads/2022/06/Desperdicios-02-barreras-valor-1024x576.jpg" alt="lean manufacturing 3m" class="wp-image-125"/></figure>



<h2 class="wp-block-heading">Desperdicio entendido como actividad que no aporta Valor Añadido</h2>



<p>En los fundamentos del “<a data-type="post" data-id="44" href="https://leankaizen.net/?p=44">Lean Manufacturing</a>” está configurado:</p>



<ol class="wp-block-list" type="1">
<li>El <strong>identificar</strong> de un proceso lo que aporta valor y que no aporta valor</li>



<li><strong>Eliminar o reducir</strong> las actividades que no aportan valor.</li>
</ol>



<p>Esto traducido a una operación o tarea concreta significa:</p>



<ol class="wp-block-list" type="1">
<li>Identificar los tipos de desperdicios en una empresa</li>



<li>Cuantificar el desperdicio</li>



<li>Mejorar (cambiar cosas) para eliminar tiempo que no aporte valor</li>



<li>Asignar operaciones que aporten valor</li>
</ol>



<figure class="wp-block-image size-large"><img src="https://leankaizen.net/wp-content/uploads/2022/06/Desperdicios-03-actividades-de-valor-1024x576.jpg" alt="desperdicios en lean manufacturing" class="wp-image-126"/></figure>



<h2 class="wp-block-heading">Los 7 tipos de desperdicios Lean</h2>



<p>… y <a href="https://es.wikipedia.org/wiki/Lean_manufacturing#Los_siete_tipos_de_desperdicios_seg%C3%BAn_Ohno">Taiichi Ono definió los 7 tipos de desperdicios de producción</a> (también puede aplicar a servicios y algunos autores argumentan los 7 desperdicios +1):</p>



<figure class="wp-block-image size-large"><img src="https://leankaizen.net/wp-content/uploads/2022/06/Desperdicios-04-7-Desperdicios-1024x576.jpg" alt="desperdicios de produccion" class="wp-image-127"/></figure>



<h3 class="wp-block-heading">Desperdicio 1: Sobreproducción </h3>



<p>Producir producir más de lo que actualmente necesitan los procesos siguientes o el cliente, producir adelantándose a la necesidad, producir para saturar la máquina. Éste es el que genera el resto de desperdicios.</p>



<figure class="wp-block-image size-large"><img src="https://leankaizen.net/wp-content/uploads/2022/06/Desperdicios-05-waste-sobreproduccion-1024x576.jpg" alt="9 desperdicios lean" class="wp-image-128"/></figure>



<h3 class="wp-block-heading">Desperdicio 2: Inventario innecesario</h3>



<p>Tener más inventario del necesario, tiende a ocultar problemas de eficiencia, consume una gran cantidad de recursos, suele actuar como buffer ante incidencias internas y externas.</p>



<figure class="wp-block-image size-large is-resized"><img src="https://leankaizen.net/wp-content/uploads/2022/06/Desperdicios-06-waste-inventario-1024x576.jpg" alt="los ocho desperdicios" class="wp-image-129" style="width:843px;height:474px" width="843" height="474"/></figure>



<div class="wp-block-buttons is-content-justification-center is-layout-flex wp-container-core-buttons-is-layout-16018d1d wp-block-buttons-is-layout-flex">
<div class="wp-block-button"><a class="wp-block-button__link has-black-background-color has-background wp-element-button" href="https://leankaizen.net/tienda/">Resumen ejecutivo de libros Lean</a></div>
</div>



<h3 class="wp-block-heading">Desperdicio 3: Movimientos innecesarios de personas</h3>



<p>Movimientos excesivos conlleva a tiempos de espera, y ello a ineficiencias de proceso. Movimiento debido a trabajar con lotes, mover inventario, layout ineficiente etc. Cualquier movimiento que no aporta valor: buscar, coger y dejar, agacharse, posicionar etc.</p>



<figure class="wp-block-image size-large"><img src="https://leankaizen.net/wp-content/uploads/2022/06/Desperdicios-07-waste-movimiento-1024x576.jpg" alt="los desperdicios de lean manufacturing" class="wp-image-130"/></figure>



<h2 class="wp-block-heading">Desperdicio 4: Tiempos de espera del producto a transformar </h2>



<p>Es sinónimo de ineficiencia de proceso debido a paradas de máquina por averías, falta de aprovisionamiento a tiempo, falta de información etc. Igualmente, el tiempo de espera del operario (por los mismos motivos) conlleva a una baja productividad del mismo etc.</p>



<figure class="wp-block-image size-large"><img src="https://leankaizen.net/wp-content/uploads/2022/06/Desperdicios-08-waste-tiempo-espera-1024x576.jpg" alt="los 7 desperdicios lean manufacturing" class="wp-image-131"/></figure>



<h2 class="wp-block-heading">Desperdicio 5: Transporte y almacenaje de materiales </h2>



<p>Debido a un Layout ineficiente, diseño de islas de producción y trabajar con lotes grandes conlleva a favorecer este desperdicio.</p>



<figure class="wp-block-image size-large"><img src="https://leankaizen.net/wp-content/uploads/2022/06/Desperdicios-09-waste-transporte-almacenaje-1024x576.jpg" alt="lean manufacturing los 7 desperdicios" class="wp-image-132"/></figure>



<h3 class="wp-block-heading">Desperdicio 6: Sobreprocesamiento</h3>



<p>Suele ser debido a un mal diseño del proceso estándar, existen tareas repetitivas, se puede solucionar con un rediseño de las operaciones.</p>



<figure class="wp-block-image size-large"><img src="https://leankaizen.net/wp-content/uploads/2022/06/Desperdicios-10-waste-retrabajo-1024x576.jpg" alt="desperdicios de transporte" class="wp-image-133"/></figure>



<h3 class="wp-block-heading">Desperdicio 7: Defectos </h3>



<p>Defectos de calidad, chatarra (scrap), en definitiva, suministrar producto fuera de especificaciones genera muchas otras tareas que no aportan valor, y lo que es peor pérdida de credibilidad ante el cliente.</p>



<figure class="wp-block-image size-large"><img src="https://leankaizen.net/wp-content/uploads/2022/06/Desperdicios-11-waste-defectos-1024x576.jpg" alt="8 tipos de desperdicios lean manufacturing" class="wp-image-136"/></figure>



<h2 class="wp-block-heading">Desperdicio 8. Desaprovechamiento del talento humano</h2>



<p>No aprovechar el potencial humano orientado a mejora continua, no facilitar a las personas la posibilidad de aportar sus capacidades y experiencia para mejorar los procesos y resolver los problemas.</p>



<div class="wp-block-buttons is-content-justification-center is-layout-flex wp-container-core-buttons-is-layout-16018d1d wp-block-buttons-is-layout-flex">
<div class="wp-block-button"><a class="wp-block-button__link has-black-background-color has-background wp-element-button" href="https://leankaizen.net/tienda/">Resumen ejecutivo de libros Lean</a></div>
</div>

Etiqueta: lean
4. Sistema Pull – Principios del Lean

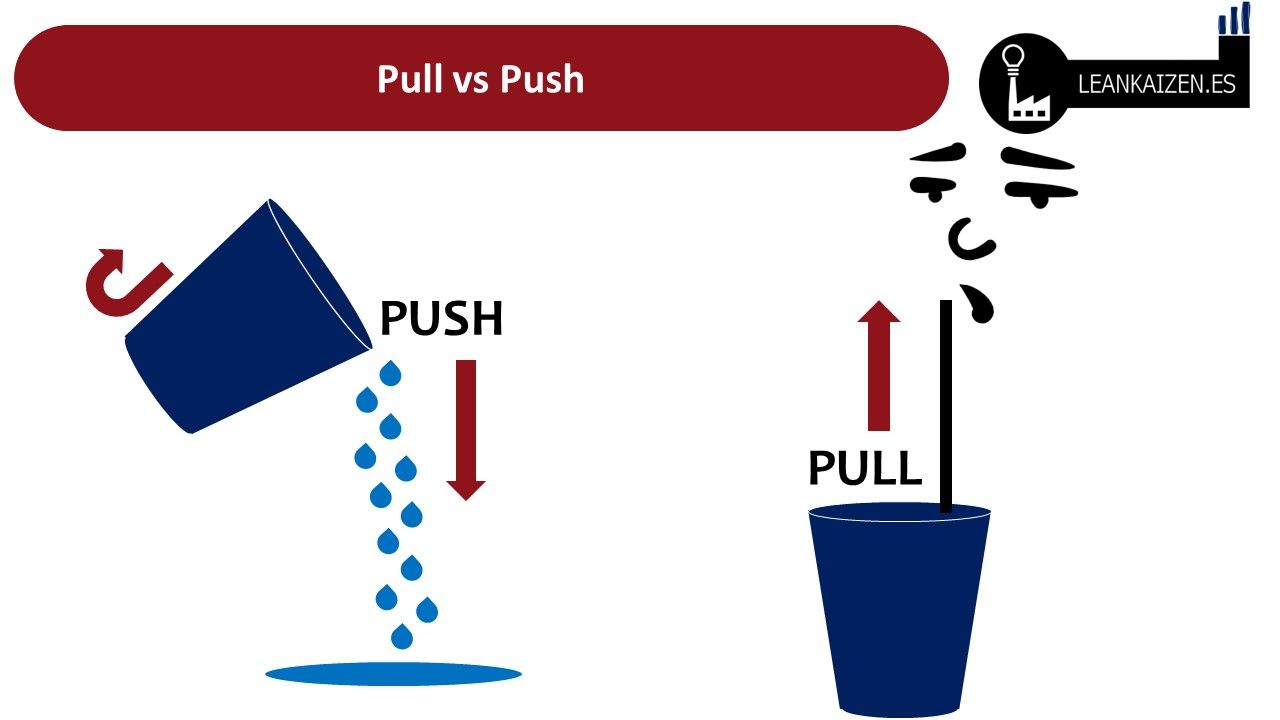
<h2 class="wp-block-heading">Definición de conceptos: pull vs push</h2>



<p>Uno de los objetivos de cualquier sistema de producción es la obtención de la cantidad deseada de producto con la mínima cantidad de inventario en proceso (WIP).<br>El concepto de <strong>sistema pull </strong>traducido literalmente del inglés es <strong>tirar</strong>, al contrario que <strong>push </strong>que significa <strong>empujar</strong>.</p>



<figure class="wp-block-image size-large"><img src="https://leankaizen.net/wp-content/uploads/2022/06/Lean-13-Principios-Lean-Pull1-1024x576.jpg" alt="pull sistema" class="wp-image-93"/></figure>



<p><strong><a href="https://leankaizen.net/sistema-kanban-pull/" target="_blank" rel="noreferrer noopener">Pull </a>significa dejar que los clientes tiren del flujo de la empresa</strong>. La producción se autoriza en base a consumo real, siendo el flujo ideal vendo uno y fabrico uno.</p>



<figure class="wp-block-image size-large"><img src="https://leankaizen.net/wp-content/uploads/2022/06/Lean-13-Principios-Lean-Pull3-1024x576.jpg" alt="" class="wp-image-95"/></figure>



<p>A diferencia del <strong>sistema push</strong>, donde los productos o tareas se empujan a través del proceso de producción según una programación predeterminada, el sistema pull se basa en la idea de que los elementos de trabajo se mueven a través del sistema solo cuando hay capacidad y necesidad para procesarlos.</p>



<h2 class="wp-block-heading">Funcionamiento el sistema pull con tarjetas Kanban</h2>



<ol class="wp-block-list">
<li><strong>Establecimiento de límites de trabajo en progreso (WIP): </strong>En un sistema Kanban, se definen límites específicos para la cantidad máxima de <a href="https://es.wikipedia.org/wiki/Kanban" target="_blank" rel="noreferrer noopener">tarjetas Kanban</a> (representando trabajos o tareas) que se pueden tener en cada etapa del flujo de trabajo. Estos límites ayudan a controlar y equilibrar la carga de trabajo en cada etapa para evitar la sobrecarga y el exceso de producción.</li>



<li><strong>Reposición de tarjetas Kanban:</strong> Cada vez que se completa una tarea o se produce un producto final, la tarjeta Kanban asociada a esa tarea se devuelve a la etapa anterior del proceso. Esta acción de retorno de la tarjeta Kanban indica que esa etapa está lista para recibir un nuevo trabajo. Es importante destacar que el sistema pull se basa en el principio de «solo reponer lo que se ha consumido», lo que significa que solo se envían tarjetas Kanban adicionales cuando se necesita más trabajo en una etapa determinada.</li>



<li><strong>Solicitud de trabajo en función de la demanda: </strong>Cuando una etapa del proceso tiene capacidad disponible para recibir más trabajo, el equipo de esa etapa puede solicitar una nueva tarjeta Kanban a la etapa anterior. Esta solicitud se basa en la demanda real y en la capacidad disponible para procesar más trabajo. Al solicitar una nueva tarjeta Kanban, se desencadena el flujo de trabajo adicional hacia la etapa que tiene capacidad disponible.</li>



<li><strong>Flujo continuo de trabajo: </strong>A medida que las tarjetas Kanban se mueven a través del flujo de trabajo, los equipos en cada etapa se encargan de procesar y completar las tareas asignadas. La comunicación y la coordinación entre las etapas son esenciales para garantizar un flujo continuo y eficiente de trabajo, evitando cuellos de botella o retrasos innecesarios.</li>
</ol>



<h2 class="wp-block-heading">Tipo de procesos donde aplica el sistema Pull</h2>



<p>Los sistemas Pull actúan en las fases del proceso dónde no pueda establecerse el <a href="https://leankaizen.net/principios-del-lean-manufacturing-3-flujo-continuo/" target="_blank" rel="noreferrer noopener">flujo continuo</a> (flujo unitario):</p>



<ul class="wp-block-list">
<li>Procesos que trabajan por lotes: hornos, baños…</li>



<li>Procesos con diferencias importantes en tiempos de ciclo o tiempos de preparación</li>



<li>Procesos con ineficiencias en averías o defectos.</li>



<li>Procesos no dedicados que sirven a distintas líneas de productos.</li>



<li>Procesos distanciados en los que es necesario acumular un lote de transferencia lo suficientemente grande como para optimizar el transporte.</li>
</ul>



<p>Un sistema Pull es una contramedida, es decir, es un método de control del flujo de recursos por medio de la reposición de lo que se ha consumido. </p>



<h2 class="wp-block-heading">Ventajas del sistema Pull vs sistema Push:</h2>



<ul class="wp-block-list">
<li>Reduce la complejidad de programación: Programación automática por medio de señales.</li>



<li>Sincroniza el trabajo a lo largo de la cadena de valor</li>



<li>Controla el WIP: Límite máximo.</li>



<li>Controla el LT: Menor dispersión.</li>



<li>Facilita el control del inventario: Se cuentan señales en vez de piezas.</li>



<li>Rápida respuesta a cambios en la demanda o incidencias: Facilita la toma de decisión.</li>



<li>Mejora la comunicación de las necesidades de los clientes por medios de sistemas visuales.</li>



<li>Necesita y promueve (concepto de “flujo tenso”)</li>



<li>La mejora de la calidad.</li>



<li>Reducción de tiempos de cambio</li>



<li>Mantenimiento productivo de los equipos</li>



<li>Flujo pieza a pieza</li>
</ul>



<figure class="wp-block-image size-large"><img src="https://leankaizen.net/wp-content/uploads/2022/06/Lean-13-Principios-Lean-Pull-Ventajas-1024x576.jpg" alt="" class="wp-image-98"/></figure>

3. Flujo Continuo – Principios Lean

<p>Es el tercer de los Principios Lean de Ohno. La forma más efectiva para reducir los “<a href="https://leankaizen.net/los-7-desperdicios-del-lean-manufacturing/" target="_blank" rel="noreferrer noopener">desperdicios</a>” en una cadena de valor es la producción mediante flujo continuo. Se entiende por flujo continuo la integración de procesos de acuerdo con la secuencia de fabricación, de manera que los productos avanzan en lotes de transferencia unitarios (aunque el lote de fabricación sea de 500 uds.). Por el contrario, en un flujo intermitente, los procesos están aislados y la conexión entre los mismos se realiza por medio del transporte de materiales en lotes de transferencia de varias unidades.</p>



<h2 class="wp-block-heading">Beneficios del Flujo Continuo</h2>



<p>Los beneficios del flujo continuo son varios dentro de los principios lean:</p>



<ul class="wp-block-list">
<li>Minimiza tiempos sin <a href="https://leankaizen.net/valor-anadido/" target="_blank" rel="noreferrer noopener">Valor añadido</a></li>



<li>Reducción de la necesidad de espacio reservado para almacenar material</li>



<li>Minimiza el stock en curso</li>



<li>El control del stock en curso reduce la dispersión al sistema de producción y controla el Lead time.</li>



<li>Control sobre las no conformidades</li>



<li>Se reducen transportes</li>



<li>Promueve la mejora continua (<a href="https://leankaizen.net/las-5s-definicion-y-contexto-lean/" target="_blank" rel="noreferrer noopener">5S</a>, <a href="https://es.wikipedia.org/wiki/Single-Minute_Exchange_of_Die" target="_blank" rel="noreferrer noopener">SMED</a>; TQM, TPM etc)</li>
</ul>



<figure class="wp-block-image size-large"><img src="https://leankaizen.net/wp-content/uploads/2022/06/Lean-10-Principios-Lean-Beneficios-Flujo-Continuo-1024x576.jpg" alt="institutolean" class="wp-image-78"/></figure>



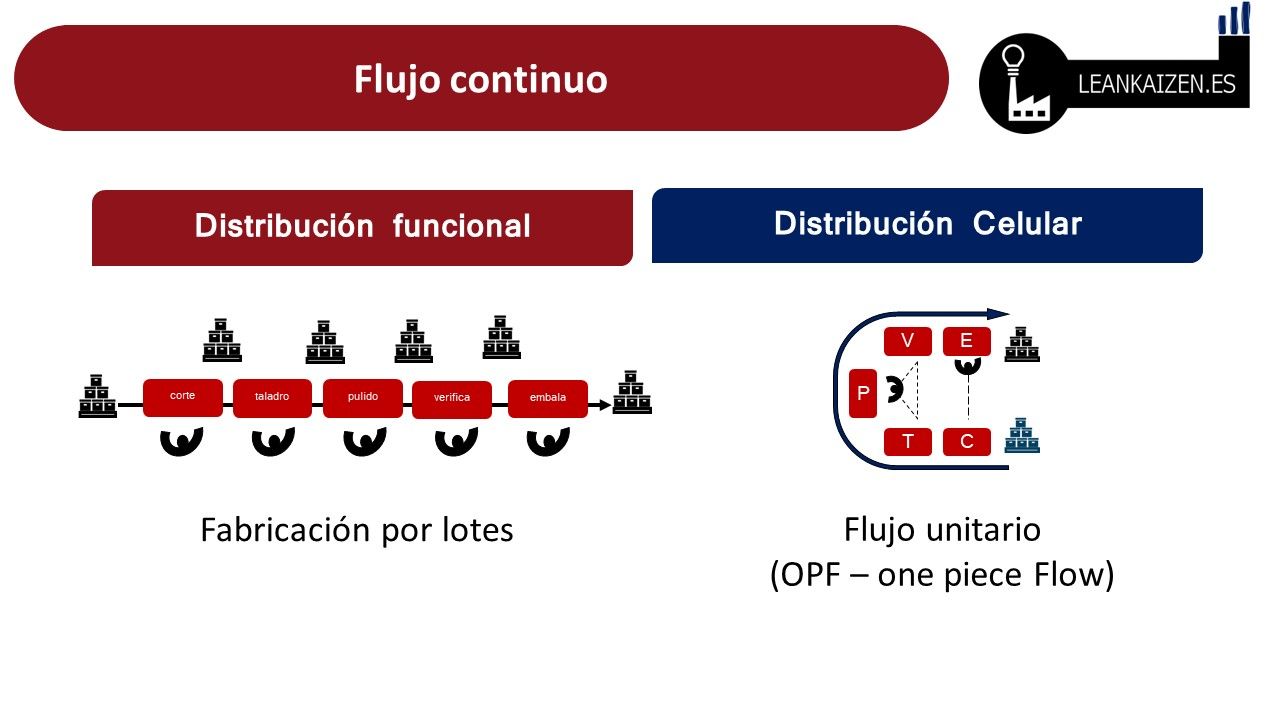
<h2 class="wp-block-heading">Distribución Óptima del Layout para facilitar el Flujo Continuo dentro de los Principios Lean</h2>



<p>Para normalizar el flujo continuo se promueve la creación de células en U o flujo orientado a producto donde las estaciones de trabajo se sitúan una al lado de otra siguiendo las fases lógicas del proceso productivo y el producto avanza de forma unitaria a medida que se realizan las operaciones correspondientes. De esta forma se crea una secuencia eficiente que permite un movimiento continuo del producto transformado hasta que se convierte en producto final.</p>



<figure class="wp-block-image size-large"><img src="https://leankaizen.net/wp-content/uploads/2022/06/Lean-12-Principios-Lean-Flujo-Continuo-1024x576.jpg" alt="sistema lean" class="wp-image-80"/></figure>



<h2 class="wp-block-heading">Definición de Takt Time</h2>



<p>El siguiente concepto que se desarrolla en Lean en la creación de un flujo continuo es el Takt-time. La idea es que si todos los procesos (establecidos en flujo continuo o trabajando de forma aislada) se diseñan para trabajar al mismo ritmo que la demanda, se conseguirá que el material avance al mismo ritmo a lo largo de toda la cadena de valor, y por lo tanto la acumulación de material será menor. ; Esto es lo que se conoce como “<strong>Sincronización</strong>”.</p>



<p>Se entiende por flujo continuo como la fabricación de piezas una a una, pasando cada una de ellas inmediatamente al proceso siguiente sin interrupciones. Para un buen diseño del sistema los procesos conectados tienen que tener una alta disponibilidad, de lo contrario, las incidencias de uno de los procesos afectarán irremediablemente a los otros procesos integrados.</p>



<figure class="wp-block-image size-large"><img src="https://leankaizen.net/wp-content/uploads/2022/06/Lean-11-Principios-Lean-Flujo-Continuo-Takt-time-1024x576.jpg" alt="takt time" class="wp-image-79"/></figure>